THE NON-PARETO PRINCIPLE; MEA CULPA

A continuación les presento el artículo original de 1975, donde Juran — único sobreviviente de los grandes contribuyentes a la teoría y la práctica de la calidad y creador del principio de Pareto— explica como llegó a establecer el principio desde su trabajo, de la primera mitad del siglo XX, en el campo del Control de Calidad, y el por qué eligió al economista italiano para nombrarlo. Espero que disfruten con esta declaración original en inglés, para así sentir mejor el espíritu de este gran hombre conocido como el ‘arquitecto de la calidad’: El Dr. Joseph M. Juran, rumano nacionalizado americano, quien esta próximo a cumplir su 103 cumpleaños. Ver también INTRODUCCIÓN Y APLICACIÓN DEL PRINCIPIO DE PARETO y ¿¡FIN DEL PRINCIPIO DE PARETO!?
By Joseph M. Juran
The "Pareto principle" has by this time become deeply rooted in our industrial literature. It is a shorthand name for the phenomenon that in any population which contributes to a common effect, a relative few of the contributors account for the bulk of the effect.
Years ago I gave the name "Pareto" to this principle of the "vital few and trivial many." On subsequent challenge, I was forced to confess that I had mistakenly applied the wrong name to the principle.1 This confession changed nothing – the name "Pareto principle" has continued in force, and seems destined to become a permanent label for the phenomenon.
The matter has not stopped with my own error. On various occasions contemporary authors, when referring to the Pareto principle, have fabricated some embellishments and otherwise attributed to Vilfredo Pareto additional things which he did not do. My motive in offering the present paper is in part to minimize this tendency to embroider the work of a distinguished Italian economist. In addition, I have for some time felt an urge to narrate just how it came about that some early experiences in seemingly unrelated fields (quality control, cryptanalysis, industrial engineering, government administration, management research) nevertheless converged to misname the Pareto principle.
It began in the mid-1920s when as a young engineer I observed (as had many others before me) that quality defects are unequal in frequency, i.e., when a long list of defects was arranged in the order of frequency, a relative few of the defects accounted for the bulk of the defectiveness. As I moved into quality management posts in the late 1920s and the 1930s, I observed (as had many others before me) that a similar phenomenon existed with respect to employee absenteeism, causes of accidents, etc.
During the late 1930s I moved out of the field of quality control to become the corporate industrial engineer for Western Electric Company. In this capacity, one of my responsibilities was to visit other companies to exchange experiences in industrial engineering practices. One of the most exhilarating of these visits was to General Motors Corporation's headquarters. There I found an uncommonly competent team of managers facing up to the then new problems of collective bargaining. As an incidental tool, they had put together an assortment of data processing machinery to enable them to compute the cost of any new labor union proposal. This they did by programming the machines and then running the (punched) employee record cards through the program. It was an ingenious concept, and their system was quite advanced for those days. However, the electro-magnetic machinery then in use took hours and even days to process those hundreds of thousands of cards, so that the managers often found themselves waiting for the machines to grind out the results.
It is a part of our chronicle that these General Motors managers were a keen, inquisitive lot, and were ever on the alert for anything new. Thus, when it happened on one occasion that the card readers were producing gibberish, the managers not only found the cause to be a miswired plug board; they also realized that they had stumbled onto a means for creating messages in cipher. As a form of comic relief from the grueling hours to which they were often subjected, they used some of the waiting time to dig further into this enciphering system. The more they got into it, the more convinced they became that they had evolved a cipher system which could not be broken.
During the relaxation of a luncheon, they told me of this unbreakable cipher system, and I laughed at them. As it happened, I was no slouch in such matters, since my work in the Signal Corps Reserve was precisely on this subject. Naturally, one thing led to another, and before the day was done I had rashly accepted their tender of an enciphered message to break. Break it I did, though it took until three o'clock in the morning. (Thereafter my sleep was short but blissful.)
They were stunned by the news that the unbreakable had been broken, and for the rest of the visit the agreeable aura of a miracle man followed me about. As a by-product, some hitherto secret doors were opened up to me. It was one of these doors which led me, for the first time, to the work of Vilfredo Pareto. The man who opened that door was Mr. Merle Hale, who presided over the executive salary program of General Motors.
Hale showed me a research he had conducted by comparing the executive salary pattern prevailing in General Motors with one of the mathematical models which Pareto had once constructed. The fit was surprisingly close. I registered the incident in my memory along with the fact that Pareto had made extensive studies of the unequal distribution of wealth, and had in addition formulated mathematical models to quantify this maldistribution.
In December 1941, the month in which the United States entered World War II, I took a "temporary" assignment as a federal government administrator. The original six weeks stretched into four years and as a by-product gave me an insight into the problems of managing the federal government. Of course, the principle of the vital few and trivial many had wide application. At the end of the war (1945) I embarked on a career dedicated to the field of management: research, writing, teaching, consulting, etc. By the late 1940s, as a result of my courses at New York University and my seminars at American Management Association, I had recognized the principle of the "vital few and trivial many" as a true "universal," applicable not only in numerous managerial functions but in the physical and biological worlds generally. Other investigators may well have been aware of this universal principle, but to my knowledge no one had ever before reduced it to writing.
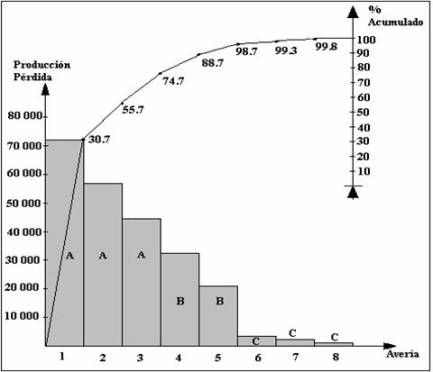
It was during the late 1940s, when I was preparing the manuscript for Quality Control Handbook, First Edition, that I was faced squarely with the need for giving a short name to the universal. In the resulting write-up2 under the heading "Maldistribution of Quality Losses," I listed numerous instances of such maldistribution as a basis for generalization. I also noted that Pareto had found wealth to be maldistributed. In addition, I showed examples of the now familiar cumulative curves, one for maldistribution of wealth and the other for maldistribution of quality losses. The caption under these curves reads "Pareto's principle of unequal distribution applied to distribution of wealth and to distribution of quality losses." Although the accompanying text makes clear that Pareto's contributions specialized in the study of wealth, the caption implies that he had generalized the principle of unequal distribution into a universal. This implication is erroneous. The Pareto principle as a universal was not original with Pareto.
Where then did the universal originate? To my knowledge, the first exposition was by myself. Had I been structured along different lines, assuredly I would have called it the Juran principle. However, I was not structured that way. Yet I did need a shorthand designation, and I had no qualms about Pareto's name. Hence the Pareto principle.
The matter might well have rested there had there been a less than enthusiastic response to the universal. Instead, the new universal became the subject of wide use and reference. I contributed to this dissemination by coining and popularizing the term "vital few and trivial many" in the widely read "universals" paper,3 and in the moving picture film I prepared for American Management Association on the "breakthrough" process. The resulting wide usage also brought me some challenges (from Dorian Shainin and others) as to the attribution to Pareto. These challenges forced me to do what I should have done in the first place – to inform myself on just what was it that Pareto had done. It was this examination which made clear to me what I had seen only dimly – that Pareto's work had been in the economic sphere and that his models were not intended to be applied to other fields. To make matters worse, the cumulative curves used in Quality Control Handbook, First Edition, should have been properly identified with Lorenz.4
To summarize, and to set the record straight:
1. Numerous men, over the centuries, have observed the existence of the phenomenon of vital few and trivial many as it applied to their local sphere of activity.
2. Pareto observed this phenomenon as applied to distribution of wealth, and advanced the theory of a logarithmic law of income distribution to fit the phenomenon.
3. Lorenz developed a form of cumulative curve to depict the distribution of wealth graphically.
4. Juran was (seemingly) the first to identify the phenomenon of the vital few and trivial many as a "universal," applicable to many fields.
5. Juran applied the name "The Pareto Principe" to this universal. Juran also coined the phrase "vital few and trivial many" and applied the Lorenz curves to depict this Universal in graphic form.” 5
References
1 Juran, J.M., "Pareto. Lorenz, Cournot Bernoulli, Juran and Others," Industrial Quality Control, October 1950, p. 25.
2 Juran, J.M., Editor, Quality Control Handbook, First Edition, McGraw-Hill Book Company, New York, 1951, pp. 37 to 41.
3 The first published use of this term was likely in my paper, Universals in Management Planning and Controlling." The Management Review, November 1954.
4 Lorenz, M.O., Methods of Measuring the Concentration of Wealth, American Statistical Association Publication, Vol. 9 (1904-1905), pp. 200-219.
5 See also, Juran, J.M., Editor, Quality Control Handbook Third Edition McGraw-Hill Book Company, 1974, pp. 2-16 to 2-19.
Selected Papers nº 18, 1975 Copyrights 1994 TPOK/Juran Institute